寻找我们
商品
全部
日本酒
全部
獺祭
新政
而今 / 高砂
信州龜齡
寫樂 / 會津宮泉
磯自慢
川中島 幻舞
黑龍 / 九頭龍
作
大嶺 / Ohmine
鍋島
花陽浴 / 藍之鄉
小布施 ソガペール
二兔
紀土
楯野川
鳯凰美田
AKABU / 赤武
宮寒梅
龍神丸
其他
全部
產土
風之森
總乃寒菊
田酒
荷札酒
陸奧八仙
仙禽
あべ
天美
榮光富士
醸し人九平次
三諸杉
醉鯨
農口尚彥研究所
南部美人
東洋美人
伯樂星
日高見
田中六五
高千代
稲とアガベ
梵
射美
金雀
樂器正宗
羽根屋
廣戶川
燒酎
全部
芋燒酎
麥燒酎
栗燒酎
米燒酎 / 粕取燒酎
利口酒
全部
梅酒
柚子酒
果實酒
咖啡酒
精釀啤酒
全部
UCHU Brewing
Inkhorn Brewing
ひみつビール
Ohmine
High Ball
果汁 / 非酒精類飲品
酒具
全部
清酒杯
德利
清酒杯套裝
減價貨品
送货方式
付款方式
会员专区
关于我们
退货及退款政策
醇釀
商品
送货方式
付款方式
会员专区
关于我们
退货及退款政策
花邑 純米吟釀 美鄉錦 生酒 1800ml
多买多省
数量
−
+
加至购物车
简介
−
+
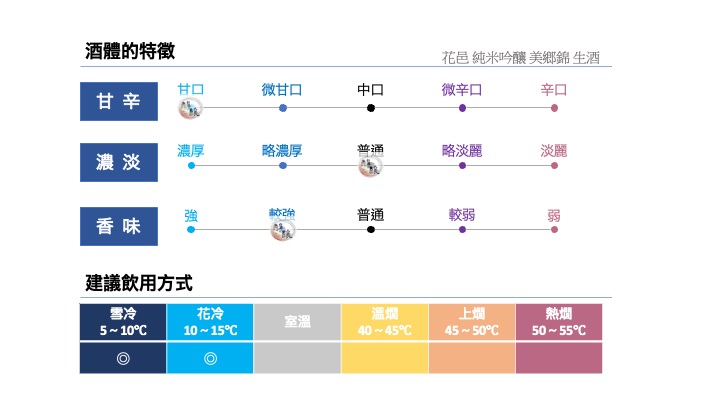
『根據香港法律,不得在業務過程中,向未成年人售賣或供應令人醺醉的酒類。』 Under the law of Hong Kong, intoxicating liquor must not be sold or supplied to a minor in the course of business. 低溫長期釀造法的魅力, 品味花邑的純淨風味。 在秋田縣南部的廣闊平原上,頂尖清酒品牌「十四代」的高木社長以其卓越的釀造技藝,親自指導両関酒造的每一個環節。從精挑細選的酒米到精湛的釀造技術,再到嚴謹的品質管理與酒標設計,高木社長對於酒品的極致追求無不體現在每一個細節中。最終,這一切造就了人氣清酒品牌「花邑」。 這款酒所使用的酒米「美鄉錦」是在「秋田酒小町」的開發過程中誕生的。它是以山田錦和美山錦為父母進行培育,旨在適應秋田的自然環境進行栽培。 雖然「美鄉錦」在酒造適性上表現優異,但因為產量低且易倒伏,栽培技巧需經過四至五年的磨練才能掌握,因此種植的農家並不多。 原料米使用的是秋田縣產的「美鄉錦」,經過50%的精米,並以栗駒山系流出的日本名水百選「力水」作為仕込水。這款酒採用獨特的低溫長期醸造法,旨在保留其魅力的風味,並將剛搾出的生酒一瓶一瓶細心人手入樽。 打開酒栓,散發出輕快與華麗的香氣中,融合了花邑特有的芳醇味道。入口品味,展現出透明感的柔和甜味,甘美的魅力彷彿在口中綻放,滑順的喉感以及清爽乾淨的餘韻。建議適度冷藏,搭配大口徑的杯子,將會更加美妙。 両関酒造,位於湯澤市,這裡不僅是秋田的酒米產地,更是古代日本的穀倉地帶。酒造使用的釀造水來自栗駒山系的名水「力水」。在1913年舉辦的「全國清酒品評會」中,「両関」榮獲第三名,這是京都以東的酒造首次取得的重大榮譽。從此,秋田的酒開始受到全國的關注,並確立了其名釀產地的地位。 不僅以其豐滿而穩重的風味自傲的「両関」品牌,更有由十四代高木酒造技術支援所誕生的「花邑」,以其新鮮風味引起了話題。「花邑」具有溫和宜人的香氣,清新的口感和豐富的滋味,餘韻輕盈。其後的「翠玉」,帶有爽快的輕盈感,酸味柔和且容易入口。儘管「花邑」與「十四代」有著一些風味上的差異,但無疑都是朝著同一個方向努力,讓人們感受到了獨特的甘美風味。 蔵元 両関酒造 株式會社 蔵元所在地 秋田縣湯澤巿前森四丁目3番18號 酒精含量 16% 内容量 1800ml 原料米 美鄉錦 精米歩合 50% 日本酒度 -6.8 酸度 1.4 酵母 非公開 製造年月 2024年12月 (飛機空運到港)
清酒
純米吟釀
秋田縣
両關酒造
花邑
一升瓶
美鄉錦
你可能感兴趣的商品