『根據香港法律,不得在業務過程中,向未成年人售賣或供應令人醺醉的酒類。』 Under the law of Hong Kong, intoxicating liquor must not be sold or supplied to a minor in the course of business.
木香與吟釀香的華麗交響,
綻放優雅香草與烘烤層次。
日本傳統釀造工藝的歷史中,木桶曾是清酒發酵與運輸的重要器具,其獨特木香長久以來成為日本酒風味的標誌之一。不同木材的產地與品質,曾引發酒造間對木桶選擇的激烈競爭。隨著時代演進,現代多數酒造改以樹脂、不銹鋼等璃容器進行發酵與熟成,旨在保持酒液的純淨與原味,避免木香對酒體風味的干擾,尤其在追求純米大吟釀清新果香的潮流下,木桶熟成的清酒越來越少見。
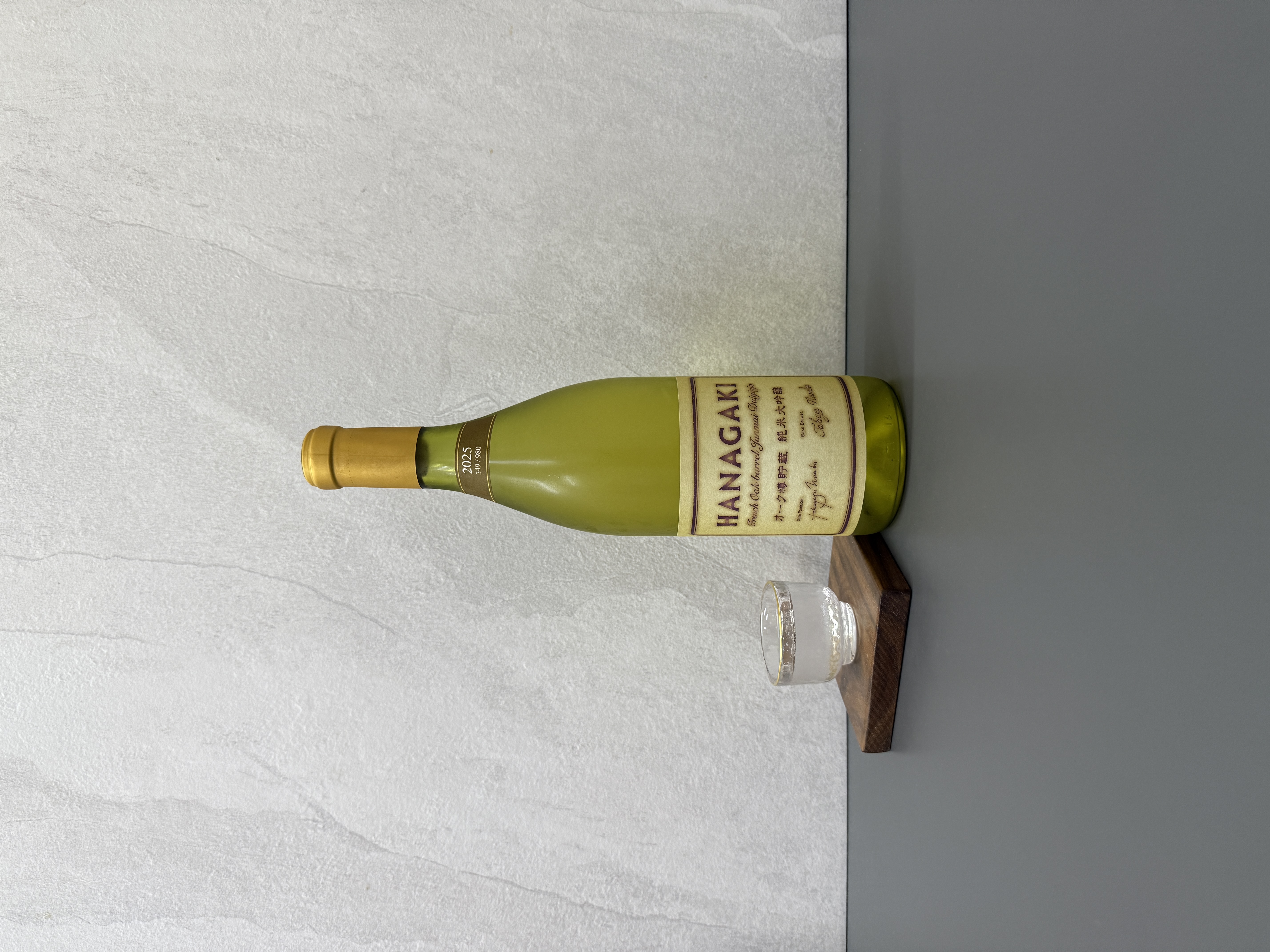
然而,花垣深刻體認到,金屬缸或玻璃樽的熟成無法帶來真正的和諧口感,於是將目光回歸天然木桶貯藏,企圖藉由木材的氣息與質感,賦予清酒更豐富的層次與高雅氣質。這款純米大吟釀以福井縣產五百萬石與兵庫縣山田錦,精米步合45%,採用超過三十天的低溫長期發酵,充分激發米飯的甜味與細緻果香,打造出純米大吟釀特有的華麗風格。隨後,在橡木樽中熟成約一年,沉澱出高雅的香草芬芳,與純米大吟釀的吟香完美融合,營造出和諧且獨特的風味世界。今年限量僅發行980支,較2024年的1500支、2023年的2800支以及2022年的2700支數量明顯減少。
打開酒栓,是淡淡香檳金色的酒液,隨之而來的是圓潤豐富的香草香氣,層次中還隱含微妙的烘烤氣息,帶來深度與質感,華麗的吟香漸次浮現,木桶熟成帶來的優雅香草氣息更添一抹靜謐雅致。入口品味,米的甜味與芳香在口中穩穩綻放,清爽的口感中米香細膩綿密,果香與酸度巧妙交織,塑造出層次分明且立體感十足的純米大吟釀風味。後段餘韻以清新俐落的酸味收束,帶來全新的感官體驗。
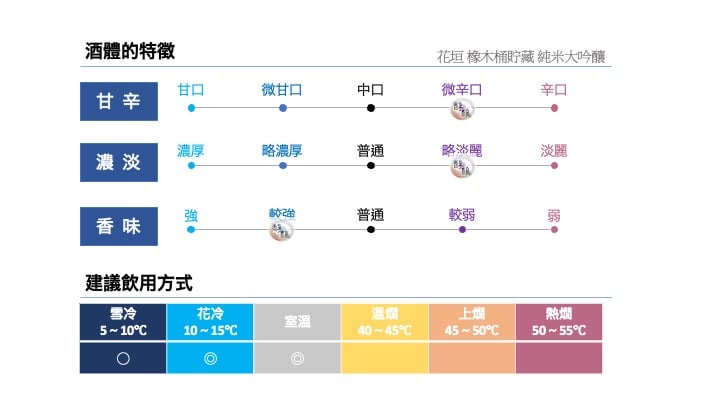
這款酒在搭配料理上展現極佳的包容力,無論是細膩的白身魚刺身、風味濃郁的芝士,或是酥脆的天婦羅及以高湯為基底的各式日式料理,皆能配搭得宜。無論花冷品飲抑或室溫享用,皆能呈現不同層次的香氣與味道。尤其以紅酒杯盛載,更能放大香氣的餘韻與味覺張力,為品飲者帶來非凡的感官享受。
福井縣東部的大野市,素有「越前的小京都」之美譽,以其保存完好的城下町風貌而聞名,同時也是日本著名的豪雪地帶之一。南部酒造場創立於1733年(享保18年),最初由初代七右衛門在城下的七間通經營金物商業。經歷數次大火後,於1901年(明治34年)轉型進入酒造業。首款釀造的酒因其華麗典雅的風味,令人聯想到盛開的櫻花,因此命名為「花垣」,自此成為深受喜愛的代表性品牌。
大野市以「御清水」這一日本百名水而聞名,並且是酒造好適米「五百萬石」的主要產地。酒造始終堅持「手工釀造、用心釀造適量的高品質酒」的理念,所有酒品均為特定名稱酒,其中三分之二為純米酒。酒造與當地農業法人緊密合作,積極推廣有機栽培,並近年來專注於熟成酒的研究。這些充分結合地域特色的釀造方式,使得酒造在國內外品評會中屢獲佳績,獲得高度評價。
蔵元 株式会社 南部酒造場
蔵元所在地 福井縣大野市元町6-10
酒精含量 16%
内容量 720ml
原料米 五百萬石,山田錦
精米歩合 45%
日本酒度 +5.0
酸度 1.6
酵母 非公開
製造年月 2026年2月 (飛機空運到港)